切削加工
-
カム式旋盤
主軸の周りにセットされた工具が回転するカムの動きと連動し切削を行います。加工品ごとにカムが必要になりますが、短時間での量産、低コストでの製造が可能となります。横穴等の無い簡単な形状の部品に向いています。

-
NC旋盤
数値制御装置(NC装置)が組み込まれた旋盤で加工プログラムを機械に入力することにより自動で加工を行います。チャックに固定された回転する加工物に対しバイトを押し当て加工を行います。タレットと呼ばれる回転装置に突っ切りバイトや中ぐりバイトと異なる工具を取り付ける事により、チャックに固定したまま別工程を連続で行うことができます。

-
マシニング
マシニングセンタと呼ばれるNC工作機械を使用して切削する加工方法です。ツールマガジンに一連の作業に必要な切削工具を予めセットする事で、加工時にはプログラムに応じて工具が自動交換されます。段取り替えの手間を省き1台の機械で複数の加工が可能になります。最大5軸方向まで加工が可能なため、複雑形状の部品や金型を製作する際に使用されることが多い機械となります。

-
エスコマチック
旋盤で切削加工を行う場合、棒材やブランク品から加工を行いますが、エスコマチックでは線材からの作業となり、材料矯正・切断・切削・穴あけ等を連続で行います。材料ロスが少なく、一度材料を投入すると組み換え作業なく完成品に近い状態まで仕上がります。長時間の連続加工が可能で量産に向いていますが、切削性の良い材料の使用が推奨されます。
鍛造加工
-
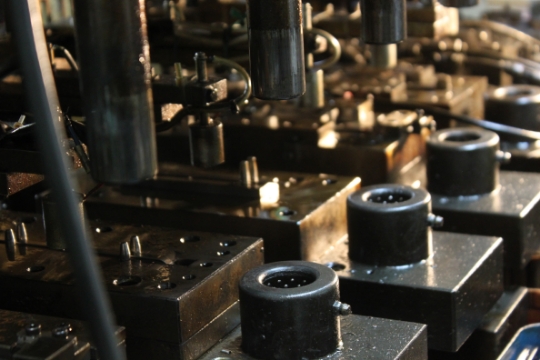
プレス
プレス機に上下に分かれた金型を取り付け型の間に材料を投入し、上下の金型で圧力をかけて挟み込むことによって製品を成形する加工方法となります。せん断、曲げ、絞りなどの様々な加工に対応可能となります。寸法の大きな板材や帯材に対応しやすい加工方法となります。

-
順送型プレス
1つの金型の中に複数の工程を配置することによって、1度のプレスで複雑な形状の製品を仕上げることが可能となります。順送用金型が初期コストとして必要となりますが、工程数を必要とする大量生産品に向いています。効率的でスピーディーな加工が実現可能となります。
鋳造加工
-
ロストワックス
ロウで製品と同形状の原型を作成し、周りを石膏で覆い固めた後、加熱をして中のロウを溶かし除去することで内部に空洞を作ります。空洞の中に溶かした金属を流し込み、固まった後に型を割って金属を取り出すことで製品が出来上がる鋳造方法です。一体鋳型の為、複雑な形状でも寸法精度が高く仕上ります。
-
ダイキャスト
溶融した金属を金型に圧力をかけて注入することによって高精度の鋳物を短時間で製造することが可能な加工方法です。金型の初期費用はかかりますが、1度作成してしまえば短時間で連続鋳造が可能になる為大量生産に向いています。
-
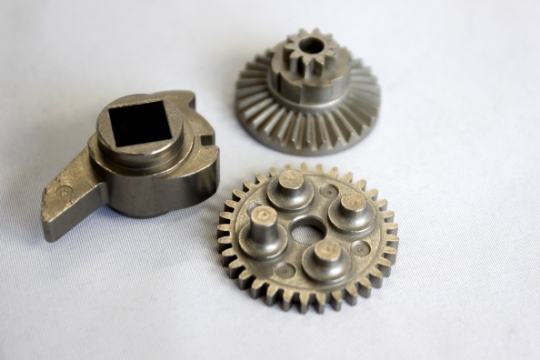
MIM
金属粉末とつなぎの役割を持つ樹脂(バインダー)を混ぜて金型の中に射出成形をし、成形されたものを脱脂・焼結することで金属部品を製作する加工方法となります。加工難易度の高い素材を複雑な形状に加工する際に利用される加工となります。金型費が高価な為、複雑形状・大量生産といった部品に適しています。
二次加工
加工内容:タップ加工・溝切り・横穴・幅溝切り・すり割り etc
御支給いただいたブランクへの二次加工を承ります。ブランク図面と加工図面をご用意いただきお気軽にお問合せ下さい。

※上記加工製品は一部受託を含みます。